-
如果您正在尋找相關產品或有其他任何問題,可隨時撥打我公司銷售熱線,或點擊右方按鈕在線咨詢報價!
全國統一銷售熱線:18836269550
 在線咨詢報價
在線咨詢報價
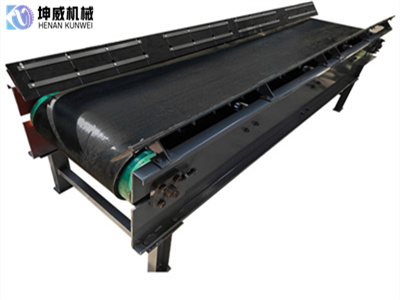
皮帶輸送機是礦山、冶金、電力、化工、環保、建材等行業必不可少的物料輸送設備,具有成本低,能連續運轉,環境適應性強、輸送量大、自動化程度高、控制方便等優點,具有不可替代的作用。
 皮帶輸送機的皮帶的連接方法通常有熱硫化連接、鋼板螺栓連接 、冷膠粘結等方法。下面介紹下冷膠粘結的方法。
皮帶輸送機的皮帶的連接方法通常有熱硫化連接、鋼板螺栓連接 、冷膠粘結等方法。下面介紹下冷膠粘結的方法。
1、施工前準備工作
(1)工具準備。用角鋼制作兩付比膠帶寬200~300mm的卡具,直徑為459.3的鋼絲繩2根,共約16~20m;5t手拉葫蘆一付;剪刀、割刀、橡皮錘或木錘、毛涮各1把;手提式砂輪機1臺;1塊木板或鋼板;1kw碘鎢燈1盞;活動扳手、胡桃鉗各1把;M16螺栓4套。
(2)人員組合及技術準備。至少2人,最好3人;施工前做好內部施工工藝詳細技術交底,使每一個人都能掌握工藝理論,同時做好內部的勞動分工。
(3)材料準備。粘合劑,注意使用時需配用固化劑。
(4)膠帶的外觀質量檢驗。外觀尺寸檢測,判定膠帶是否符合設計、使用要求,表面是否有剝落、劃傷、斷裂、碳化痕跡等缺陷。
2、工藝步驟
(1)把尾部螺旋拉緊裝置或垂直拉緊裝置調到最小行程,至少要小于整個行程的1/3。
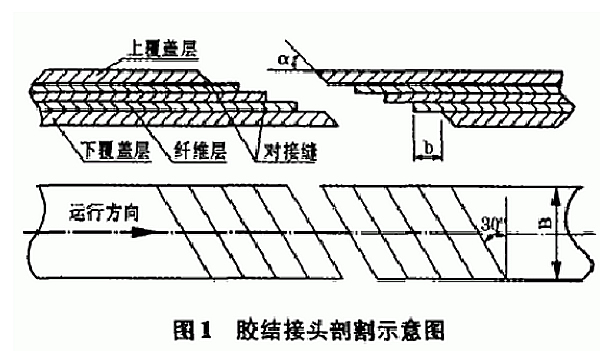
(2)用預制好的卡具卡住膠帶的兩端,在每付卡具的兩端掛鋼絲繩,再用5t手拉葫蘆掛接兩段繩,拉緊葫蘆,直至輸送帶在兩托輥間的垂度小于或等于托輥間距的2.5%。在準備好的木板或鋼板上,將膠帶兩端搭在一起,測量并確定部割位置。搭接長度為L=(n-1)xb,其中n為纖維數,B為膠帶寬度,b為階梯寬度,B<500mm,則b=150mm;B=500~1000m;則b=200mm;B=1000~1600mm則6=250mm。將膠帶割剝成斜階梯狀,每一纖維層成一階梯,上下覆蓋面各帶一纖維層,階梯寬度b一般不小于150mm,階梯與膠帶軸線成60°夾角。將帶頭平鋪在板上,先按放樣線(與橫截面成30°)割對接縫,剝割表面要平整,要割透但不能損傷下面一層。用割刀剝出剝離頭,再剪成約50mm寬,用胡桃鉗夾緊剝離頭用力撕剝剝離層成長帶狀,按此方法一層一層剝離。劃剝對接縫要用鋼板直尺緊靠膠帶,劃縫要直,割刀與膠帶軸向夾角為30°~45°,根據撕剝時用力大小情況判斷膠帶與纖維層粘附力能否達到要求。
 (3)將上下覆蓋膠層剝割表面打毛、成型,打磨干凈纖維層上粘附的橡膠,打毛對接處纖維頭,用剪刀剪除零散的纖維絲線。打磨時既要確保打磨干凈,又不致干磨損纖維層。檢驗纖維層強度,若很容易被打磨破損,說明纖維層質量有問題。
(3)將上下覆蓋膠層剝割表面打毛、成型,打磨干凈纖維層上粘附的橡膠,打毛對接處纖維頭,用剪刀剪除零散的纖維絲線。打磨時既要確保打磨干凈,又不致干磨損纖維層。檢驗纖維層強度,若很容易被打磨破損,說明纖維層質量有問題。
(4)烘烤。烘烤目的是去除纖維層含帶的水份。手持碘鎢燈挨排烘烤纖維層,碘鎢燈宜距纖維層200mm左右,不停地移動燈以防灼傷膠層,損傷膠帶,烘烤直至無水蒸汽逸出為止。
(5)上膠。烘烤完畢稍停片刻即可,用毛刷將膠漿均勻地涂涮在已預制好的接頭纖維層和對接縫處,并用力搓動,使膠漿能滲入纖維層,以保證接頭強度。
(6)膠接。在剝割打磨后未上膠之前,進行預搭接工作,并做好搭接定位標志,檢驗是否存在差錯或不足之處,以便于及時修改。上完膠漿后稍等片刻,待膠面觸摸基本不粘手后,再進行搭接。搭接時,由兩人分別站在膠帶兩側,把持膠漿層朝下的一端向另一端(平鋪在板上)靠搭,注意膠帶徑向兩側錯邊量應基本相等,按事先做好的標志定位輕輕地合上覆蓋層對接縫,邊用力錘擊邊逐步合上整個接頭,減少接合面內留存有空氣,全部合上后,快速均勻地用力遍擊整個接合面,以使接合緊密,錘擊約15分鐘左右即可。
最后,在外露的四周接縫處再涂上膠漿,24小時后膠帶接頭即可投入使用。
1、施工前準備工作
(1)工具準備。用角鋼制作兩付比膠帶寬200~300mm的卡具,直徑為459.3的鋼絲繩2根,共約16~20m;5t手拉葫蘆一付;剪刀、割刀、橡皮錘或木錘、毛涮各1把;手提式砂輪機1臺;1塊木板或鋼板;1kw碘鎢燈1盞;活動扳手、胡桃鉗各1把;M16螺栓4套。
(2)人員組合及技術準備。至少2人,最好3人;施工前做好內部施工工藝詳細技術交底,使每一個人都能掌握工藝理論,同時做好內部的勞動分工。
(3)材料準備。粘合劑,注意使用時需配用固化劑。
(4)膠帶的外觀質量檢驗。外觀尺寸檢測,判定膠帶是否符合設計、使用要求,表面是否有剝落、劃傷、斷裂、碳化痕跡等缺陷。
2、工藝步驟
(1)把尾部螺旋拉緊裝置或垂直拉緊裝置調到最小行程,至少要小于整個行程的1/3。
(2)用預制好的卡具卡住膠帶的兩端,在每付卡具的兩端掛鋼絲繩,再用5t手拉葫蘆掛接兩段繩,拉緊葫蘆,直至輸送帶在兩托輥間的垂度小于或等于托輥間距的2.5%。在準備好的木板或鋼板上,將膠帶兩端搭在一起,測量并確定部割位置。搭接長度為L=(n-1)xb,其中n為纖維數,B為膠帶寬度,b為階梯寬度,B<500mm,則b=150mm;B=500~1000m;則b=200mm;B=1000~1600mm則6=250mm。將膠帶割剝成斜階梯狀,每一纖維層成一階梯,上下覆蓋面各帶一纖維層,階梯寬度b一般不小于150mm,階梯與膠帶軸線成60°夾角。將帶頭平鋪在板上,先按放樣線(與橫截面成30°)割對接縫,剝割表面要平整,要割透但不能損傷下面一層。用割刀剝出剝離頭,再剪成約50mm寬,用胡桃鉗夾緊剝離頭用力撕剝剝離層成長帶狀,按此方法一層一層剝離。劃剝對接縫要用鋼板直尺緊靠膠帶,劃縫要直,割刀與膠帶軸向夾角為30°~45°,根據撕剝時用力大小情況判斷膠帶與纖維層粘附力能否達到要求。
(4)烘烤。烘烤目的是去除纖維層含帶的水份。手持碘鎢燈挨排烘烤纖維層,碘鎢燈宜距纖維層200mm左右,不停地移動燈以防灼傷膠層,損傷膠帶,烘烤直至無水蒸汽逸出為止。
(5)上膠。烘烤完畢稍停片刻即可,用毛刷將膠漿均勻地涂涮在已預制好的接頭纖維層和對接縫處,并用力搓動,使膠漿能滲入纖維層,以保證接頭強度。
(6)膠接。在剝割打磨后未上膠之前,進行預搭接工作,并做好搭接定位標志,檢驗是否存在差錯或不足之處,以便于及時修改。上完膠漿后稍等片刻,待膠面觸摸基本不粘手后,再進行搭接。搭接時,由兩人分別站在膠帶兩側,把持膠漿層朝下的一端向另一端(平鋪在板上)靠搭,注意膠帶徑向兩側錯邊量應基本相等,按事先做好的標志定位輕輕地合上覆蓋層對接縫,邊用力錘擊邊逐步合上整個接頭,減少接合面內留存有空氣,全部合上后,快速均勻地用力遍擊整個接合面,以使接合緊密,錘擊約15分鐘左右即可。
最后,在外露的四周接縫處再涂上膠漿,24小時后膠帶接頭即可投入使用。
以上就是坤威機械為大家整理《輸送機皮帶的冷膠粘結的工藝過程》的全部內容了,(以上內容僅供參考,具體情況需要具體分析,并不適用于所有現場。如有問題概不負責。)如果想了解更多關于輸送機的知識,請撥打我們的電話進行聯系吧
本文標題:輸送機皮帶的冷膠粘結的工藝過程
本文作者:河南坤威機械制造有限公司
 豫公網安備 41070302000341號
豫公網安備 41070302000341號



